Essai sur un émail « fourrure de lièvre » ?
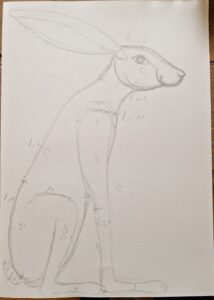
C’est en terminant l’émaillage de mes deux lièvres
et en allant voir sur internet leur référencement que je trouve « émail fourrure de lièvre ». Je me suis hameçonné comme le poisson au bout de la ligne. C’est quoi un émail en fourrure de lièvre?
La première image qui sort est celle de ce vase exposé au Musée d’Orsay créé par Auguste Delaherche en 1908

L’intrication de couleurs de ce vase rappelle en effet la fourrure de l’animal. Mais de quoi s’agit-il?
Dans les chef-d’oeuvres de la collection Ernest Grandidier mis en valeur dans le glossaire des techniques du Musée National des Arts Asiatiques-Guimet.
Je trouve ceci qui apparait dans Glossaire/ Couvertes:
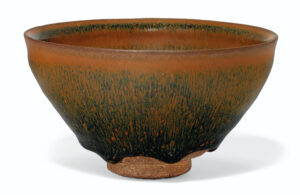
Couverte « fourrure de lièvre » de Jian:
Couverte feldspathique avec fondant à base de carbonate de calcium et de potasse et grande quantité de fer (6%). Le surplus non dissous de fer en suspension est emmené par les bulles d’air qui éclatent à la surface. Elles forment des points d’oxyde de fer qui coulent le long des parois et forment des taches. Cet effet nécessite une cuisson à 1300-1330°C.
Ce type de couverte est employé sous les Song (960-1279).
Bol – Chine Dynastie Song 960-1279

Que dit ChatGPT ?
Voici un résumé clair et pratique sur l’émail « fourrure de lièvre » en céramique (aussi appelé « hare’s fur » en anglais, 兔毫釉 en chinois).
1) Définition:
C’est un type d’émail historique, célèbre sur les bols Jian (Jian ware) de la dynastie Song (Chine). Apparence caractéristique : fond sombre (brun-noir) strié de fins « poils » verticaux brun clair, argentés ou métalliques rappelant la fourrure d’un lièvre. Lié aux émaux tenmoku/天目 utilisés aussi au Japon.
2) Pourquoi cet aspect apparaît (principes)
– Émail riche en fer : des composés de fer dans la glaçure cristallisent ou s’orientent pendant la cuisson/réchauffement, formant des traits fins.
– L’atmosphère réductrice pendant la cuisson favorise la réduction de l’oxyde de fer et la formation des bandes.
– Épaisseur de l’émail, tension de surface et composition (fluide vs visqueux) déterminent la longueur/largeur des « poils ».
3) Composition et paramètres (généralités)
– Base : fond feldspathique/ash-type (émail silicaté), parfois avec ajout d’oxyde de fer ou d’un engobe riche en fer sur la pièce.
– Teneur en fer : typiquement notable — on trouve des plages allant de quelques pourcents à 10–15 % d’oxyde de fer selon la recette (les chiffres varient selon les recettes modernes).
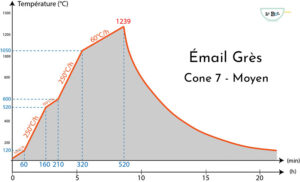
– Température : cuisson haute température pour grès/stoneware — généralement dans la fourchette ~1200–1300 °C (cônes ~8–10).
– Atmosphère : réduction (less oxygen) pendant la montée et/ou le refroidissement; un refroidissement contrôlé favorise la cristallisation et l’apparition des stries.
4) Techniques pratiques pour obtenir l’effet
– Préparer un émail/engobe riche en fer (ou appliquer un engobe ferreux sur la surface avant glaçure).
– Application : coulage généreux ou superposition pour obtenir une épaisseur suffisante. Les coulures verticales favorisent les « poils ».
– Cuisson en réduction : contrôler l’atmosphère du four (charbon, gaz ou agent de réduction), et éviter une réduction trop brusque ou trop faible.
– Contrôler le refroidissement (parfois maintien ou refroidissement lent) pour laisser se former/grossir les cristaux qui créent les traits.
– Expérimenter avec additions (rutile, titane, manganèse) et variations d’épaisseur — elles modifient l’apparence (passage vers « oil-spot »/taches métalliques ou vers des bandes plus nettes).
5) Variantes et confusions
– « Hare’s fur » se distingue de « oil-spot » (gouttes métalliques) et d’autres effets Tenmoku ; les transitions entre ces aspects peuvent être subtiles selon la recette et la cuisson.
– Les résultats sont très sensibles au four, au lot d’argile et aux petits changements de recette — prévoir d’innombrables essais.
6) Problèmes fréquents
– Pas de stries : souvent manque d’oxyde de fer, cuisson oxydante, trop peu d’épaisseur, refroidissement trop rapide.
– Sur-glaçure qui coule trop : réduire l’épaisseur ou modifier la viscosité.
– Variation excessive : normal en cuisson réductrice ; documenter et standardiser l’empilement et l’alimentation en combustible pour la répétabilité.
7) Mécanismes chimiques
– Fer : l’oxyde de fer (Fe2O3 ➜ réduit partiellement en FeO/Fe ou en phases magnétiques comme la magnétite) est l’agent clef. La quantité et l’état d’oxydation du fer contrôlent la couleur et la métallisation.
– Réduction : une atmosphère pauvre en oxygène favorise la réduction des oxydes ferriques, créant les nuances sombres et les reflets métalliques.
8) Mécanismes physiques
– Phase séparation & cristallisation : sous l’effet de la chaleur et du refroidissement la glaçure peut se diviser en domaines riches et pauvres en fer ; des cristaux ou agglomérats ferriques (ou des dépôts vitreux à surface différente) forment les « poils ».
– Tension de surface et écoulement : la viscosité/glace en fusion et la gravité favorisent l’orientation verticale des stries lors du ruissellement. Les bulles de gaz et sites de nucléation (impuretés, grains non fondus) influencent la taille et la distribution.
– Additifs (rutile, titane, manganèse) : modifient la manière dont le fer cristallise et peuvent faire apparaître plus d’« oil spots » ou altérer la couleur/métallicité.
9) Paramètres de cuisson pratiques
– Température : généralement haute température (stoneware/grès). Plage typique ~1200–1300 °C ( cônes 8–11 selon le four). Les bols Jian historiques étaient cuits très chaud (vers ~1280–1300 °C).
– Atmosphère : réduction recommandée, surtout lors de la montée et du refroidissement ; la réduction pendant le refroidissement est souvent cruciale pour la formation des poils.
– Épaisseur de glaçure : assez importante ; si trop mince, les stries n’apparaissent pas. Trop épaisse peut couler excessivement.
– Refroidissement : un refroidissement contrôlé (parfois maintien, puis refroidissement lent) favorise la cristallisation visible.
10) Exemple de recette expérimentale (point de départ)
(Remarque : adapter selon matériaux disponibles et testez sur tessons.)
– Potasse feldspath : 40 %
– Kaolin (ou argile réfractaire) : 20 %
– Silice (sable) : 20 %
– Oxyde de fer (Fe2O3) : 8–12 % (commencer par 8 % et augmenter si nécessaire)
– Optionnel : rutile 2–4 % pour variations « oil-spot »
Application : dégraissage/engobe ferreux (optionnel : barbotine 2–5 % Fe2O3) ; trempage pour obtenir 2–3 mm de couche (ou plusieurs couches si besoin).
Cuisson : monter à 1240–1280 °C en atmosphère réductrice ; maintien 15–30 min ; amorcer refroidissement lent et veiller à maintenir réduction pendant la phase critique où la glaçure cristallise.
11) Technique d’application et points expérimentaux
– Engobe ferreux : appliquer un engobe (épais) riche en fer avant la glaçure pour accentuer les bandes.
– Épaisseur et coulures : favoriser des coulures verticales (glaçure suffisamment fluide) pour des lignes plus longues.
– Test systématique : réaliser une plaque d’essai avec variations en colonnes : 1) teneur en fer (5, 8, 12 %), 2) épaisseur (fine/ moyenne/épaisse), 3) présence/absence de rutile, 4) profils de réduction (légère/forte, prolongée au refroidissement). Photographiez et notez chaque test.
12) Problèmes fréquents et remèdes
– Pas de « fourrure » : vérifier réduction, augmenter Fe2O3, augmenter épaisseur, tester engobe ferreux.
– Glaçure qui coule trop : réduire flux (moins de feldspath), diminuer épaisseur, ajouter un peu d’argile pour épaissir la glaçure.
– Résultats très variables d’un four à l’autre : normal — standardisez positionnement, quantité de combustible/ventilation et documentez précisément.
Pour ma première utilisation de ChatGPT dans ce blog je ne suis pas déçu. Je peux lui demander plus, des références, des expérimentations… mais c’est un plaisir de chercher soi-même.
Peut-on créer la fourrure de lièvre en Oxydation?
Une partie de la réponse est dans la revue: Ceramics Art Network
John BRITT, célèbre céramiste américain donne en 2013 dans cette revue des explications plus détaillées. Surtout, il offre la possibilité de l’obtenir en oxydation.

Silver Iron Cup (détail), porcelaine avec un vernis de combinaison de fourrure de lièvre – deux manteaux de John’s SG-12, un manteau Candace Black, et un manteau de Hamada Rust, oxydation du cône 10.
Ci-dessous un résumé du texte de John Britt:
« Aujourd’hui la plupart des potiers sont familiarisés avec les émaux tenmokus et la cuisson en réduction. Mais pour obtenir des effets goutte d’huile les tenmokus rigides nécessitent d’être cuits en oxydation ».
Principe chimique simple:
Fe2O3 est en principe réfractaire à l’oxydation mais il peut aisément être changé en fondant sous forme de FeO en réduction. Pour les gouttes d’huile, nous sommes intéressés dans l’aptitude du fer à d’auto-réduire. A cône 7 (2250°F ou 1232°C), Fe2O3 ne peut maintenir sa structure cristalline trigonale et il se réarrange en structure cubique, la magnetite (Fe3O4) qui se réduit encore pour devenir ferreuse (FeO). Ceci est appelé la réduction thermique.
Echappement de l’oxygène
Ceci signifie que lorsque c’est suffisamment chauffé, l’oxyde de fer rouge utilisé dans l’émail laisse s’échapper un atome d’oxygène. Alors que les bulles d’oxygène libérées atteignent la surface de l’émail, elles entraînent un peu de magnétite avec elles et la déposent en surface. Une tache noire rugueuse est laissée sur la surface de l’émail. Elle est différente de l’émail environnant en raison d’une grande concentration d’oxyde de fer dans cette petite surface et de sa re-oxydation pendant le refroidissement.
Effet goutte d’huile
Pour finaliser l’effet goutte d’huile, on doit en premier appliquer une épaisse couche d’émail et cuire en oxydation à cône 10 ou plus haut . L’émail va buller vigoureusement pendant que le fer se réduit thermiquement.
Contrôler le refroidissement
Une période de trempage est utile à la fin de la cuisson pour permettre aux bulles de se lisser. Ceci peut être fait par des moyens divers qui donnent des changements subtils dans l’aspect final de l’émail. Par exemple, certains cycles de cuisson ralentissent la courbe finale de 1232°C à 1287°C jusqu’à 10°C/h ou moins alors que d’autres atteignent 1287°C avec un palier d’une heure et d’autres encore cuisent à cône 12 ou 13.
La base de l’émail
La plupart sont des bases de feldspath avec 5 à 8% d’oxyde de fer rouge. Ceci produit du brun sur des taches brunes. L’ajout de carbonate de cobalt à 2-5% produit une surface d’émail avec des taches argentées flottant dans un champ noir.
Superpositions d’émaux
Une autre option inclut une approche multi-couches d’émaux. Les taches d’huile peuvent être réalisées en utilisant une barbotine de fer au dessous d’un émail temoku. John’s SG-12 appelé « émail barbotine » car il contient une grande quantité de barbotine argileuse. Il est appliqué en 1er.
JOHN’S SG-12 Cone 10-11 Oxydation
| Cendre d’os | 2,06% |
| Dolomie | 5,53 |
| Talc | 3,08 |
| Craie | 1,73 |
| Custer Feldspath | 38,03 |
| Red Art Clay | 40,12 |
| Kentucky Ball Clay | 9,46 |
| 100,00 | |
| Ox. Fer Rouge | 4,50 |
| Rutile | 1,00 |
Dans ce cas, utiliser la couverte 215 . John’s SG-12 s’applique de façon épaisse (3 couches) et la couverte en une ou deux couches.
Fourrure de lièvre
La fourrure de lièvre se dénomme ainsi parce que ça ressemble à la fourrure du lièvre. C’est un type spécifique d’émail en goutte d’huile qui est noir avec de délicates stries brunes. Une autre forme d’émail comporte des stries argentées flottant dans une base noire/brune ( appelée Yuteki). Une forme encore plus difficile à réaliser comporte des stries irisées. Très prisée, elle coûte cher. Aussi appelé Yohen, ce qui signifie changeant de couleur.
Comment faire?
Une façon d’obtenir la fourrure de lièvre est de cuire les glaçures très chaudes et de les faire tremper longuement pour permettre à la glaçure de couler sur le côté du pot, ce qui fait couler et fondre les taches d’huile sur le côté du pot.
Plus simple
Un moyen plus simple est d’utiliser un glaçage de couverture plus fluide, comme la rouille Hamada, sur la glaçure à base de barbotine (John’s SG-12). Cela fait que les taches d’huile s’écoulent le long du pot, formant des stries délicates plutôt que de retenir fermement les taches d’huile. Ce coulage et ce processus de stries se modifient en utilisant différentes glaçures de recouvrement. Vous pouvez utiliser un glaçage de couverture kaki pour obtenir plus de couleurs orange, ou un saturat de fer pour donner plus de paillettes de fer.

Espresso Cup (détail), porcelaine avec John’s SG-12, puis Hamada Rust au-dessus, cône 10 en oxydation, 2011. Les variations de motif s’obtiennent en ajustant l’épaisseur du sous-manteau (SG-12) et du surmanteau (Hamada Rust).
Il ne me reste plus qu’à essayer






















































 *
*